- Разборка винта: Для адаптации экструдера к различным технологическим требованиям на одном экструдере часто используются различные шнеки. Поэтому конструкция системы привода должна обеспечивать простое подключение и отключение шнека для замены и обслуживания.
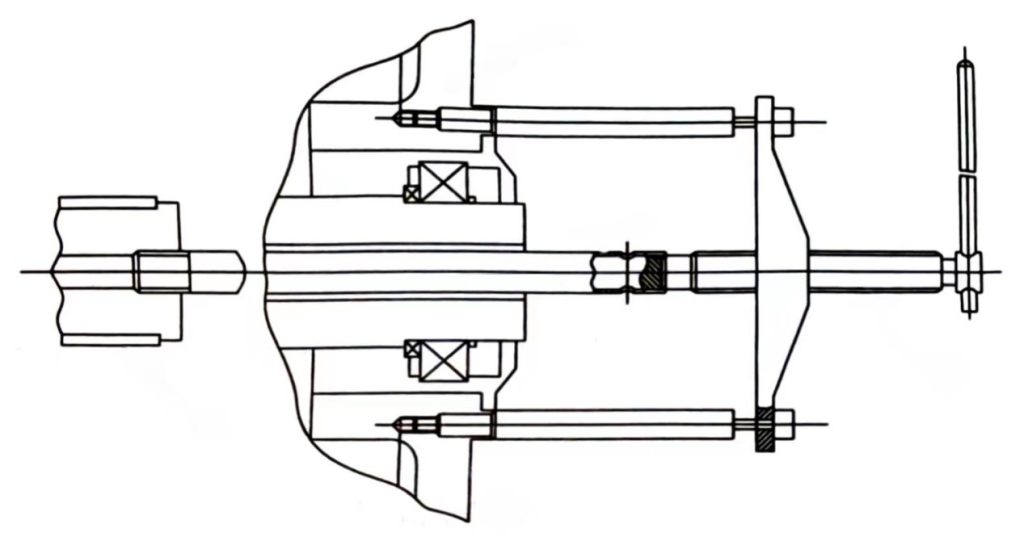
Некоторые лабораторные экструдеры специально оснащены механизмами для установки и снятия винтов. При демонтаже винта используйте специализированный длинный болт, как показано на рисунке. При демонтаже соблюдайте порядок действий: сначала снимите винт, затем ствол. При монтаже действуйте в обратном порядке: сначала установите ствол, затем винт. При демонтаже винта обратите внимание на следующие моменты:
- Убедитесь, что материал внутри бочки полностью расплавился, прежде чем снимать шнек с головки машины. Для одношнекового экструдера сначала снимите вращающееся соединение входа и выхода воды для охлаждения шнека (так как шнек требует охлаждения). Затем с помощью медного стержня протолкните его со стороны редуктора через полый вал зубчатой передачи к хвостовой части шнека. Ударьте по медному стержню молотком, чтобы постепенно вытолкнуть шнек из ствола, или используйте специализированный инструмент для выталкивания шнека. Для двухшнекового экструдера необходим специальный инструмент для одновременного извлечения обоих шнеков.
- Не допускайте деформации или повреждения винта во время извлечения. Используйте стальные тросы, покрытые резиновыми трубками, а операторы должны быть осторожны, чтобы избежать ожогов.
- Очистите материал с поверхности винта. Для очистки используйте медные или бамбуковые инструменты, не наносите удары инструментами из стали или других подобных материалов.
- Измерьте внешний диаметр винта, который, как правило, не должен превышать допустимый предел износа.
- Для винтов, находящихся в эксплуатации в течение длительного времени, может потребоваться неразрушающий контроль.
- Очистка и обслуживание шнека: После извлечения винта положите его на ровную поверхность. Используйте щетку из медной проволоки, чтобы удалить остатки материала с винта. Для более эффективной и тщательной очистки используйте разделительные средства для пресс-форм или минеральное масло. После очистки осмотрите винт на предмет износа. Незначительные царапины можно сгладить наждачной бумагой или масляным камнем. Если царапины заметны, определите их причину. После того как винт остынет до комнатной температуры, удалите с его поверхности грязь с помощью растворителя, тщательно проверьте качество кромок и канавок винта, а затем измерьте его основные параметры для анализа износа.
- Рекомендации по техническому обслуживанию шнека:
- Не снимайте с силой материалы, охлажденные в канавках винта, так как это может повредить поверхность винта (хромированное покрытие, шероховатость поверхности).
- Для очистки винта используйте только бамбуковые или медные материалы. Остерегайтесь контакта кожи с растворителями при очистке винта во избежание травм.
- Если винт долго не используется, покройте его антикоррозийным маслом, заверните и подвесьте вертикально.
- Разборка и обслуживание ствола:
- Очистите внутреннюю поверхность ствола и проверьте, нет ли износа и царапин.
- Убедитесь, что горизонтальное отклонение на обоих концах ствола составляет не более 0,05 мм/м, а направление наклона должно быть одинаковым.
- При сборке ствола затяните фланцевые болты и примените термическую затяжку. При необходимости проведите неразрушающий контроль или замените болты.
- Устройство для замены экрана:
- Демонтируйте, осмотрите, отремонтируйте экран и замените его.
- Обеспечьте гибкое движение механизма, соответствующий ход, достаточное усилие зажима между стволом и фланцем головки машины, а также соответствующий допуск при сборке между пластиной с отверстиями сита и стволом.
- Внутренняя стенка гидравлического цилиндра (или пневматического цилиндра) должна быть гладкой. Если уплотнения сильно изношены, что приводит к утечкам масла (или воздуха), их следует заменить.
- Демонтируйте и осмотрите гидравлический масляный насос.
- Ремонт ствола:
- Если ствол изношен и его диаметр увеличился, а азотированный слой остался, непосредственно рассверлите внутреннее отверстие ствола, отшлифуйте его до нового диаметра, а затем изготовьте новый винт в соответствии с этим диаметром.
- Для внутреннего диаметра ствола, повторно литой сплав после обработки корректировки, с толщиной между 1-2 мм, затем тонкой обработки его до требуемого размера.
- Как правило, участок гомогенизации ствола изнашивается быстрее. Этот участок (длиной 5-7D) может быть рассверлен и снабжен втулкой из азотированной легированной стали. Внутренний диаметр должен соответствовать диаметру шнека, оставляя нормальный зазор для подгонки, а затем приступайте к обработке и подгонке.



