Bei der Forschung und Entwicklung neuer Materialien, Prozesse oder Formulierungen im Labor ist die Sicherstellung der experimentellen Effizienz und der skalierbaren Reproduzierbarkeit der Daten während der Probenvorbereitung entscheidend. Als Kernstück der Probenvorbereitung wirkt sich die Leistungsanpassungsfähigkeit der Labor-Doppelschnecken-Granulieranlage direkt auf die Forschungsergebnisse aus. Bei der Auswahl einer Labor Doppelschnecken-Granulieranlage, Um eine genaue Abstimmung zwischen den Geräten und den experimentellen Anforderungen zu gewährleisten, muss man sich auf sechs Schlüsselindikatoren konzentrieren.
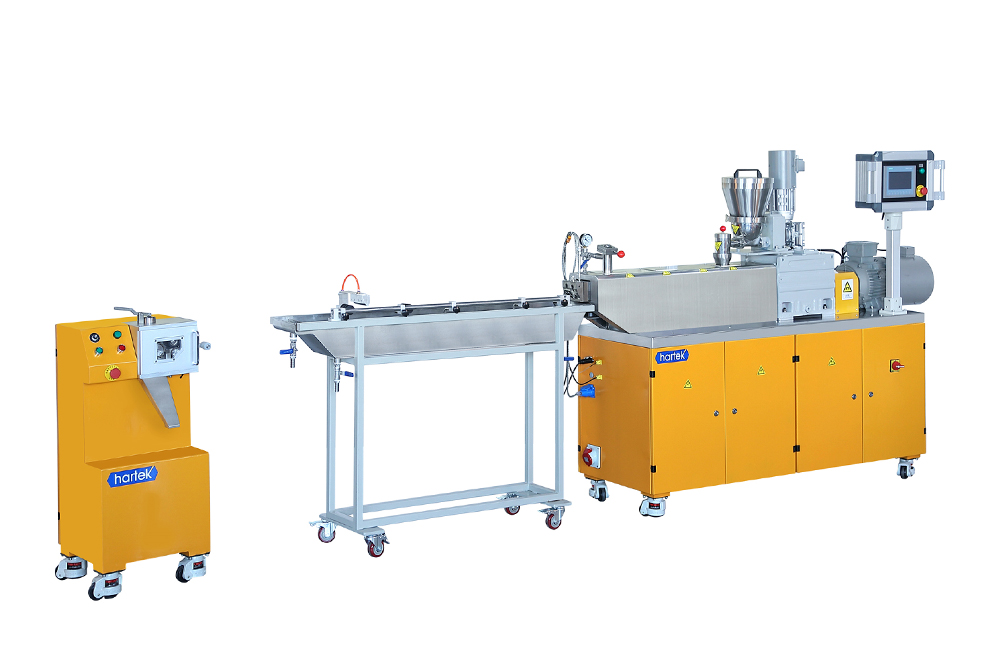
Wie wählt man ein Labor-Doppelschnecken-Granulieranlage?
I. Längen-Durchmesser-Verhältnis (L/D) Das Verhältnis zwischen der effektiven Länge und dem Durchmesser der Schraube.
Funktion: Es bestimmt direkt die Erwärmungszeit und den Scherprozess des Materials in der Schnecke. Ein größeres L/D-Verhältnis führt zu einer längeren Verweilzeit des Materials in der Schnecke und ermöglicht die Einbeziehung weiterer Verarbeitungsabschnitte, wie z. B. Förder-, Schmelz-, Misch-, Entlüftungs- und Druckaufbausektionen.
Überlegungen zur Auswahl: Für routinemäßiges Mischen, die Modifizierung von Füllstoffen und die Grundlagenforschung bietet ein L/D-Verhältnis zwischen 40:1 und 48:1 eine gute Prozessflexibilität, die mehrere Einspeisungsanschlüsse und Vakuumentlüftungsanschlüsse ermöglicht. Für Prozesse, bei denen leicht flüchtige Substanzen entfernt werden müssen, für die mehrstufige reaktive Extrusion oder für Prozesse, die extrem lange Verweilzeiten erfordern, sollte ein L/D-Verhältnis von 52:1 oder mehr in Betracht gezogen werden. Kleine Versuchsanlagen haben in der Regel ein höheres L/D-Verhältnis, um eine ausreichende Prozesssegmentierung zu erreichen.
II. Anzahl der Temperaturzonen und Genauigkeit der Temperaturregelung Die Anzahl der physikalischen Abschnitte im Zylinder, die unabhängig voneinander beheizt oder gekühlt werden können, und die Stabilität der Temperaturregelung.
Funktion: Eine ausreichende Anzahl von Temperaturzonen ist die physikalische Grundlage für das Erreichen genauer Prozesstemperaturprofile. Sie ermöglicht die Einstellung unterschiedlicher Temperaturen in verschiedenen Funktionsabschnitten der Schnecke, z. B. im Schmelz-, Misch- und Entlüftungsabschnitt, und erfüllt damit die Anforderungen an das Schmelzen, Mischen und Fließen des Materials.
Überlegungen zur Auswahl: Eine Doppelschnecken-Extrusionsprüfanlage mit einer grundlegenden Prozessflexibilität sollte nicht weniger als 6-8 unabhängige Temperaturzonen in ihrem Zylinder haben. Für Polymerlegierungen, wärmeempfindliche Materialien oder reaktive Extrusionsverfahren wird empfohlen, Geräte mit mehr als 10 Temperaturzonen zu wählen. Gleichzeitig sollte auf die ±1°C-Genauigkeit des Temperaturregelungssystems und die Möglichkeit der Luft- oder Wasserkühlung geachtet werden, um die durch hohe Scherkräfte entstehende Wärme zu bewältigen.
III. Drehmoment/Spezifisches Drehmoment: Das maximale Drehmoment, das die Schraube aushalten kann, und das Verhältnis dieses Drehmoments zum Achsabstand oder Volumen der Schraube.
Funktion: Das Drehmoment bestimmt, wie viel Scherkraft das Gerät auf hochviskose Schmelzen ausüben kann und ob es in der Lage ist, hochgefüllte Formulierungen zu verarbeiten. Das spezifische Drehmoment ist ein wichtiger Indikator für die Messung der mechanischen Festigkeit der Schnecke und der “Leistungsdichte” des Geräts. Ein hohes spezifisches Drehmoment bedeutet, dass das Gerät hochviskose und hochgefüllte Materialien bei hohen Geschwindigkeiten ohne Überlastabschaltung verarbeiten kann.
Überlegungen zur Auswahl: Für Forschung und Entwicklung mit technischen Kunststoffen, hochgefüllten Materialien wie Kalziumkarbonat und Glasfasern oder Systemen mit schnell ansteigender reaktiver Viskosität müssen Modelle mit hohem spezifischem Drehmoment bevorzugt werden. Dies ist ein Schlüsselfaktor bei der Bewertung der oberen Grenze der Prozessgrenze einer Doppelschnecken-Granulier-Pilotanlage und ist in der Praxis aussagekräftiger als ein einfacher Vergleich der Hauptmotorleistung.
IV. Schneckendrehzahlbereich: Der Bereich zwischen der höchsten und der niedrigsten Drehzahl, in dem die Schnecke stabil arbeiten kann.
Zweck: Ein breiter Geschwindigkeitsbereich bietet reichlich Spielraum für die Untersuchung von Scherraten und Verweilzeiten. Hohe Geschwindigkeiten können hohe Scherbedingungen in der industriellen Produktion simulieren und für Dispersionsstudien verwendet werden; niedrige Geschwindigkeiten eignen sich für hitzeempfindliche Materialien oder Reaktionen, die lange Verweilzeiten erfordern.
Überlegungen zur Auswahl: Ein breiter und stufenlos einstellbarer Drehzahlbereich ist für Forschung und Entwicklung entscheidend. Er sollte den gesamten Bereich von leichtem Mischen bis zu starker Scherdispergierung abdecken. Es ist zu prüfen, ob der Hauptantriebsmotor und das Getriebe ein gleichmäßiges Drehmoment bei hohen und niedrigen Drehzahlen liefern können.
V. Antriebsleistung des Hauptmotors: Die Nennleistung des Hauptmotors, der die Schraube antreibt.
Zweck: Sie liefert die Energiegrundlage für die Drehmomentabgabe und die obere Drehzahlgrenze der Anlage. Ausreichende Leistung ist eine Voraussetzung für den kontinuierlichen und stabilen Betrieb von Geräten unter hohen Last- und Geschwindigkeitsbedingungen.
Überlegungen zur Auswahl: Die Leistung muss der Drehmomentkapazität der Schraube entsprechen. Bei Versuchsanlagen mit denselben Spezifikationen bedeutet eine höhere Antriebsleistung in der Regel eine höhere Dauerbelastbarkeit und einen breiteren Anwendungsbereich des Verfahrens. Die Bewertung muss mit dem geplanten Materialsystem und dem Füllgrad kombiniert werden, um häufige Überlastungen aufgrund unzureichender Leistung zu vermeiden.
VI. Konfiguration und Flexibilität des Zuführungssystems Art, Präzision und Anzahl der Ausrüstung für die Hauptzuführung (Polymer) und die Nebenzuführung (Füllstoff, Glasfaser usw.).
Funktion: Eine präzise, stabile und flexible Dosierung ist eine wichtige Grundlage für die Gewährleistung der Rezepturgenauigkeit und der Reproduzierbarkeit der Versuchsergebnisse. Verschiedene Materialien (Granulate, Pulver, Fasern, Flüssigkeiten) erfordern unterschiedliche Arten von Dosiergeräten.
Überlegungen zur Auswahl: Der Hauptdosierer sollte mit einem hochpräzisen Differentialdosierer ausgestattet sein. Die Anzahl und Position der Seitendosierer bestimmen die Flexibilität des Prozesses. Es sollte mindestens ein Seitendosierer für die Zugabe von Füllstoffen/Fasern und eine Flüssigkeitsinjektionspumpe für flüssige Zusatzstoffe (z. B. Weichmacher, Haftvermittler) vorgesehen werden. Die modulare Bauweise des Zylinders ermöglicht das Hinzufügen oder Entfernen von Dosieranschlüssen in der Zukunft entsprechend dem tatsächlichen Bedarf, was ihn zu einer idealen Wahl macht.



