Al llevar a cabo actividades de investigación y desarrollo sobre nuevos materiales, procesos o formulaciones en el laboratorio, es fundamental garantizar la eficiencia experimental y la reproducibilidad escalable de los datos durante la preparación de muestras. Como equipo fundamental para la preparación de muestras, la adaptabilidad del rendimiento de la línea de granulación de doble husillo de laboratorio influye directamente en los resultados de la investigación. A la hora de seleccionar un laboratorio línea de granulación de doble husillo, es necesario centrarse en seis indicadores clave para garantizar que el equipo se ajuste con precisión a los requisitos experimentales.
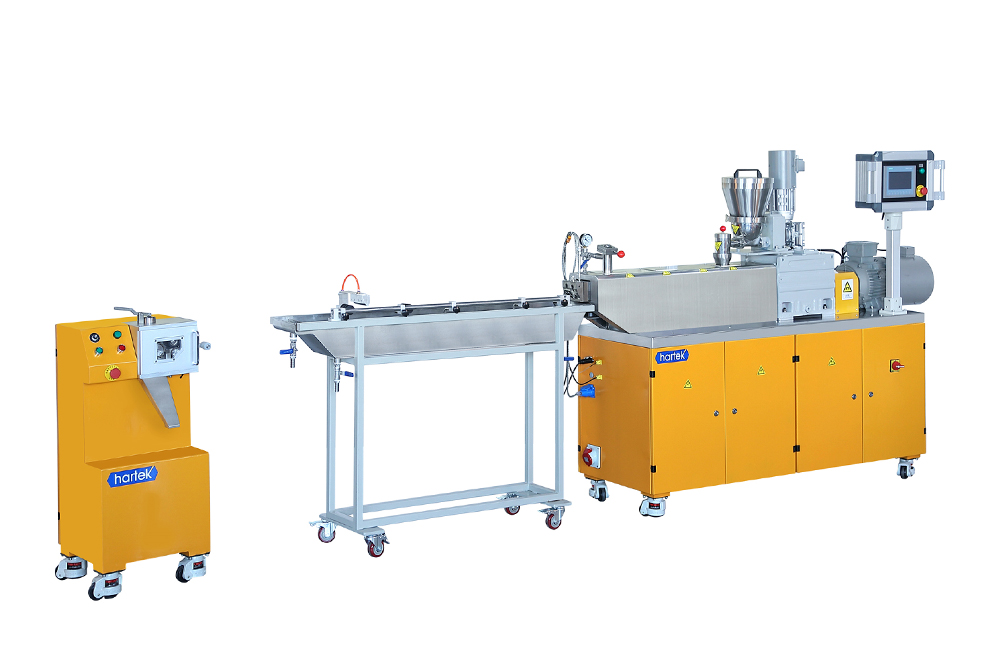
Cómo elegir un Línea de granulación de doble husillo para laboratorio?
I. Relación longitud-diámetro (L/D) La relación entre la longitud efectiva y el diámetro del tornillo.
Función: Determina directamente el tiempo de calentamiento y el proceso de cizallamiento del material dentro del tornillo. Una relación L/D mayor da lugar a un tiempo de permanencia más prolongado del material dentro del tornillo y permite incluir más secciones de procesamiento, tales como las de transporte, fusión, mezcla, purga y aumento de presión.
Consideraciones para la selección: Para mezclas rutinarias, la modificación de materiales de relleno e investigación básica, una relación L/D de entre 40:1 y 48:1 ofrece una buena flexibilidad de proceso, lo que permite disponer de múltiples puertos de alimentación y de purga de vacío. Para procesos que impliquen la eliminación de sustancias altamente volátiles, la extrusión reactiva en múltiples etapas o procesos que requieran tiempos de residencia extremadamente largos, se debe considerar una relación L/D igual o superior a 52:1, o incluso mayor. Las líneas experimentales pequeñas suelen tener una relación L/D más alta para lograr una capacidad de segmentación del proceso suficiente.
II. Número de zonas de temperatura y precisión del control de temperatura: el número de secciones físicas del cilindro que pueden calentarse o enfriarse de forma independiente, y la estabilidad del control de temperatura.
Función: Un número suficiente de zonas de temperatura constituye la base física para lograr perfiles de temperatura precisos en el proceso. Permite establecer diferentes temperaturas en distintas secciones funcionales del tornillo, tales como las secciones de fusión, mezcla y ventilación, satisfaciendo así los requisitos de fusión, mezcla y flujo del material.
Consideraciones para la selección: Una línea de prueba de extrusión de doble husillo Una máquina con flexibilidad básica de proceso debe contar con un mínimo de 6 a 8 zonas de temperatura independientes en su cilindro. Para aleaciones de polímeros, materiales sensibles al calor o procesos de extrusión reactivos, se recomienda elegir equipos con más de 10 zonas de temperatura. Al mismo tiempo, se debe prestar atención a la precisión de ±1 °C del sistema de control de temperatura y a su capacidad de refrigeración por aire o por agua para hacer frente al calor generado por el alto cizallamiento.
III. Par/Par específico: El par máximo que puede soportar el tornillo, y la relación entre este par y la distancia entre ejes o el volumen del tornillo.
Función: El par determina la fuerza de cizallamiento que el equipo puede aplicar a las masas fundidas de alta viscosidad, así como su capacidad para procesar formulaciones con alto contenido de relleno. El par específico es un indicador más relevante para medir la resistencia mecánica del tornillo y la “densidad de potencia” del equipo. Un par específico elevado significa que el equipo puede procesar materiales de alta viscosidad y con alto contenido de relleno a altas velocidades sin que se produzca una parada por sobrecarga.
Consideraciones de selección: Para proyectos de investigación y desarrollo relacionados con plásticos de ingeniería, materiales con alto contenido de relleno (como el carbonato de calcio y la fibra de vidrio) o sistemas con una viscosidad reactiva que aumenta rápidamente, se debe dar prioridad a los modelos diseñados con un par específico elevado. Este es un factor clave a la hora de evaluar el límite superior de las condiciones de proceso de una línea piloto de granulación de doble husillo, y resulta más relevante en la práctica que la simple comparación de la potencia del motor principal.
IV. Rango de velocidad del tornillo: El rango comprendido entre la velocidad máxima y la mínima a las que el tornillo puede funcionar de manera estable.
Objetivo: Un amplio rango de velocidades ofrece un amplio margen para explorar las velocidades de cizallamiento y los tiempos de residencia. Las velocidades altas permiten simular condiciones de alto cizallamiento en la producción industrial y pueden utilizarse para estudios de dispersión; las velocidades bajas son adecuadas para materiales sensibles al calor o reacciones que requieren tiempos de residencia prolongados.
Consideraciones para la selección: Un amplio rango de velocidades, ajustable de forma continua, es fundamental para la investigación y el desarrollo. Debe abarcar todo el espectro, desde una mezcla suave hasta una dispersión por cizallamiento intenso. Es necesario verificar si el motor de accionamiento principal y la caja de cambios pueden proporcionar un par constante tanto a altas como a bajas velocidades.
V. Potencia del motor principal: La potencia nominal del motor principal que acciona el tornillo.
Objetivo: Proporciona la base energética necesaria para el par de salida y el límite superior de velocidad del equipo. Una potencia suficiente es un requisito previo para garantizar el funcionamiento continuo y estable del equipo en condiciones de alta carga y alta velocidad.
Consideraciones para la selección: La potencia debe ajustarse a la capacidad de par del tornillo. En líneas experimentales con las mismas especificaciones, una mayor potencia de accionamiento suele implicar una mayor capacidad de carga continua y un rango más amplio de aplicabilidad del proceso. La evaluación debe combinarse con el sistema de materiales previsto y la relación de llenado para evitar sobrecargas frecuentes debido a una potencia insuficiente.
VI. Configuración y flexibilidad del sistema de alimentación: el tipo, la precisión y la cantidad de los equipos del alimentador principal (polímero) y del alimentador secundario (carga, fibra de vidrio, etc.).
Función: Una alimentación precisa, estable y flexible es un elemento fundamental para garantizar la exactitud de la formulación y la reproducibilidad de los resultados experimentales. Los distintos materiales (gránulos, polvos, fibras, líquidos) requieren diferentes tipos de dispositivos de alimentación.
Consideraciones para la selección: El alimentador principal debe estar equipado con un alimentador por pérdida de peso de alta precisión. El número y la ubicación de los alimentadores laterales determinan la flexibilidad del proceso. Se debe configurar al menos un alimentador lateral por pérdida de peso para añadir rellenos/fibras y una bomba de inyección de líquidos para aditivos líquidos (por ejemplo, plastificantes, agentes de acoplamiento). El diseño modular del cilindro permite añadir o eliminar puertos de alimentación en el futuro según las necesidades reales, lo que lo convierte en una opción más ideal.



