Lors de la recherche et du développement de nouveaux matériaux, procédés ou formulations en laboratoire, il est essentiel de garantir l'efficacité expérimentale et la reproductibilité des données lors de la préparation des échantillons. En tant qu'équipement de base pour la préparation des échantillons, l'adaptabilité des performances de la ligne de granulation bi-vis de laboratoire a un impact direct sur les résultats de la recherche. Lors de la sélection d'une ligne de granulation ligne de granulation bi-vis, il est nécessaire de se concentrer sur six indicateurs clés pour garantir une adéquation précise entre l'équipement et les exigences expérimentales.
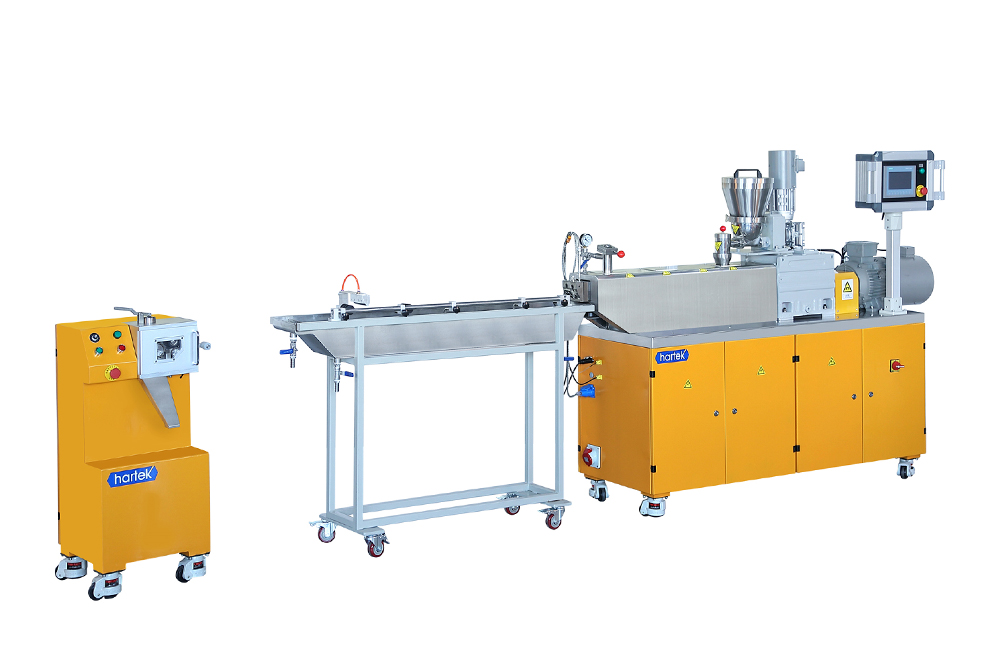
Comment sélectionner un Ligne de granulation à double vis de laboratoire?
I. Rapport longueur/diamètre (L/D) Rapport entre la longueur effective et le diamètre de la vis.
Fonction : Il détermine directement le temps de chauffage et le processus de cisaillement du matériau dans la vis. Un rapport L/D plus élevé se traduit par un temps de séjour plus long de la matière dans la vis et permet d'inclure davantage de sections de traitement, telles que les sections de transport, de fusion, de mélange, d'aération et de mise sous pression.
Considérations relatives à la sélection : Pour les mélanges de routine, la modification des charges et la recherche fondamentale, un rapport L/D compris entre 40:1 et 48:1 offre une bonne flexibilité du procédé, en permettant l'utilisation de plusieurs ports d'alimentation et de mise à l'air libre. Pour les procédés impliquant l'élimination de substances très volatiles, l'extrusion réactive en plusieurs étapes ou les procédés nécessitant des temps de séjour extrêmement longs, un rapport L/D supérieur ou égal à 52:1, voire plus, doit être envisagé. Les petites lignes expérimentales ont généralement un rapport L/D plus élevé afin d'obtenir une capacité de segmentation du procédé suffisante.
II. Nombre de zones de température et précision du contrôle de la température Le nombre de sections physiques du cylindre qui peuvent être chauffées ou refroidies indépendamment, et la stabilité du contrôle de la température.
Fonction : Un nombre suffisant de zones de température est la base physique permettant d'obtenir des profils de température de processus précis. Il permet de régler des températures différentes dans les différentes sections fonctionnelles de la vis, telles que les sections de fusion, de mélange et de ventilation, répondant ainsi aux exigences de fusion, de mélange et d'écoulement du matériau.
Considérations relatives à la sélection : Ligne d'essai d'extrusion à double vis Un équipement qui offre une flexibilité de base doit comporter au moins 6 à 8 zones de température indépendantes dans son barillet. Pour les alliages polymères, les matériaux sensibles à la chaleur ou les procédés d'extrusion réactifs, il est recommandé de choisir un équipement comportant plus de 10 zones de température. Parallèlement, il convient de veiller à la précision de ±1°C du système de contrôle de la température et à ses capacités de refroidissement à l'air ou à l'eau pour faire face à la chaleur générée par un cisaillement élevé.
III. Couple/Couple spécifique : Le couple maximal que la vis peut supporter et le rapport de ce couple à l'entraxe ou au volume de la vis.
Fonction : Le couple détermine la force de cisaillement que l'équipement peut appliquer aux produits fondus à haute viscosité et sa capacité à traiter des formulations très chargées. Le couple spécifique est un indicateur plus fondamental pour mesurer la résistance mécanique de la vis et la “densité de puissance” de l'équipement. Un couple spécifique élevé signifie que l'équipement peut traiter des matériaux très visqueux et très chargés à des vitesses élevées sans arrêt pour cause de surcharge.
Considérations relatives à la sélection : Pour la recherche et le développement impliquant des plastiques techniques, des matériaux fortement chargés tels que le carbonate de calcium et la fibre de verre, ou des systèmes dont la viscosité réactive augmente rapidement, les modèles à couple spécifique élevé doivent être privilégiés. Il s'agit d'un facteur clé dans l'évaluation de la limite supérieure du processus d'une ligne pilote de granulation à deux vis, et il est plus significatif d'un point de vue pratique qu'une simple comparaison de la puissance du moteur principal.
IV. Plage de vitesse de la vis : La plage entre la vitesse la plus élevée et la vitesse la plus basse à laquelle la vis peut fonctionner de manière stable.
Objectif : une large gamme de vitesses permet d'explorer les taux de cisaillement et les temps de séjour. Les vitesses élevées peuvent simuler les conditions de cisaillement élevées dans la production industrielle et peuvent être utilisées pour les études de dispersion ; les vitesses faibles conviennent aux matériaux sensibles à la chaleur ou aux réactions nécessitant de longs temps de séjour.
Considérations relatives à la sélection : Une gamme de vitesses étendue et réglable en continu est essentielle pour la recherche et le développement. Elle doit couvrir l'ensemble de la gamme, du mélange doux à la dispersion par cisaillement intense. Il est nécessaire de confirmer que le moteur d'entraînement principal et la boîte de vitesses peuvent fournir un couple régulier à des vitesses élevées et faibles.
V. Puissance d'entraînement du moteur principal : puissance nominale du moteur principal qui entraîne la vis.
Objectif : elle fournit l'énergie nécessaire à la production du couple et à la limite supérieure de la vitesse de l'équipement. Une puissance suffisante est une condition préalable pour assurer le fonctionnement continu et stable de l'équipement dans des conditions de charge et de vitesse élevées.
Considérations relatives à la sélection : La puissance doit correspondre à la capacité de couple de la vis. Pour des lignes expérimentales ayant les mêmes spécifications, une puissance d'entraînement plus élevée signifie généralement une plus grande capacité de charge continue et un plus large éventail d'applications. L'évaluation doit être combinée avec le système de matériaux et le taux de remplissage prévus afin d'éviter les surcharges fréquentes dues à une puissance insuffisante.
VI. Configuration et flexibilité du système d'alimentation Le type, la précision et la quantité d'équipements de l'alimentation principale (polymère) et de l'alimentation latérale (charge, fibre de verre, etc.).
Fonction : Une alimentation précise, stable et flexible est essentielle pour garantir la précision de la formulation et la reproductibilité des résultats expérimentaux. Les différents matériaux (granulés, poudres, fibres, liquides) nécessitent différents types de dispositifs d'alimentation.
Considérations relatives à la sélection : Le dispositif d'alimentation principal doit être équipé d'un dispositif d'alimentation à perte de poids de haute précision. Le nombre et l'emplacement des distributeurs latéraux déterminent la flexibilité du processus. Il convient de configurer au moins un doseur latéral à perte de poids pour l'ajout de charges/fibres et une pompe d'injection de liquide pour les additifs liquides (par exemple, plastifiants, agents de couplage). La conception modulaire du cylindre permet d'ajouter ou de supprimer des orifices d'alimentation à l'avenir en fonction des besoins réels, ce qui en fait un choix plus idéal.



