When conducting research and development on new materials, processes, or formulations in the laboratory, ensuring experimental efficiency and scalable reproducibility of data during sample preparation is crucial. As the core equipment for sample preparation, the performance adaptability of the laboratory twin-screw granulation line directly impacts the research results. When selecting a lab twin-screw granulation line, it is necessary to focus on six key indicators to ensure a precise match between the equipment and experimental requirements.
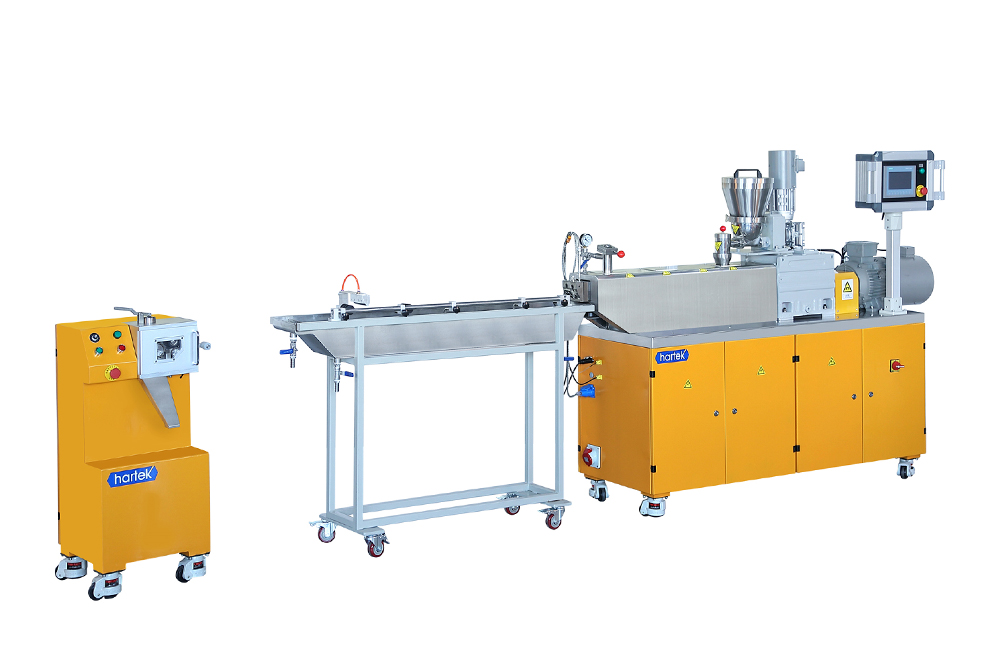
How to Select a Laboratory Twin-screw Granulation Line?
I. Length-to-Diameter Ratio (L/D) The ratio of the effective length to the diameter of the screw.
Function: It directly determines the heating time and shearing process of the material within the screw. A larger L/D ratio results in a longer residence time of the material within the screw and allows for the inclusion of more processing sections, such as conveying, melting, mixing, venting, and pressure-building sections.
Selection Considerations: For routine blending, filler modification, and basic research, an L/D ratio between 40:1 and 48:1 provides good process flexibility, allowing for multiple feed ports and vacuum venting ports. For processes involving the removal of high-volatile substances, multi-step reactive extrusion, or processes requiring extremely long residence times, a L/D ratio greater than or equal to 52:1 or even longer should be considered. Small experimental lines typically have a higher L/D ratio to achieve sufficient process segmentation capability.
II. Number of Temperature Zones and Temperature Control Accuracy The number of physical sections in the cylinder that can be independently heated or cooled, and the stability of temperature control.
Function: A sufficient number of temperature zones is the physical basis for achieving accurate process temperature profiles. It allows for different temperatures to be set in different functional sections of the screw, such as the melting, mixing, and venting sections, thereby meeting the melting, mixing, and flow requirements of the material.
Selection Considerations: A twin-screw extrusion test line with basic process flexibility should have no fewer than 6-8 independent temperature zones in its barrel. For polymer alloys, heat-sensitive materials, or reactive extrusion processes, it is recommended to choose equipment with more than 10 temperature zones. Simultaneously, attention should be paid to the ±1°C accuracy of the temperature control system and its air-cooling or water-cooling capabilities to cope with the heat generated by high shear.
III. Torque/Specific Torque: The maximum torque that the screw can withstand, and the ratio of this torque to the screw center distance or volume.
Function: Torque determines how much shear force the equipment can apply to high-viscosity melts and its ability to handle highly filled formulations. Specific torque is a more core indicator for measuring the mechanical strength of the screw and the “power density” of the equipment. High specific torque means that the equipment can process high-viscosity and highly filled materials at high speeds without overload shutdown.
Selection Considerations: For research and development involving engineering plastics, highly filled materials such as calcium carbonate and glass fiber, or systems with rapidly increasing reactive viscosity, models with high specific torque designs must be prioritized. This is a key factor in evaluating the upper limit of the process boundary of a twin-screw granulation pilot line, and is more practically meaningful than simply comparing main motor power.
IV. Screw Speed Range: The range between the highest and lowest speeds at which the screw can operate stably.
Purpose: A wide speed range provides ample room for exploring shear rates and residence times. High speeds can simulate high shear conditions in industrial production and can be used for dispersion studies; low speeds are suitable for heat-sensitive materials or reactions requiring long residence times.
Selection Considerations: A wide and continuously adjustable speed range is crucial for research and development. It should cover the entire range from mild mixing to strong shear dispersion. It is necessary to confirm whether the main drive motor and gearbox can provide smooth torque at high and low speeds.
V. Main Motor Drive Power: The rated power of the main motor that drives the screw.
Purpose: It provides the energy basis for the torque output and upper speed limit of the equipment. Sufficient power is a prerequisite for ensuring the continuous and stable operation of equipment under high load and high speed conditions.
Selection Considerations: Power needs to match the screw’s torque capacity. For experimental lines of the same specifications, higher drive power usually means stronger continuous load capacity and a wider range of process applicability. Evaluation needs to be combined with the planned material system and filling ratio to avoid frequent overloads due to insufficient power.
VI. Feeding System Configuration and Flexibility The type, precision, and quantity of main feeder (polymer) and side feeder (filler, glass fiber, etc.) equipment.
Function: Precise, stable, and flexible feeding is a key foundation for ensuring formulation accuracy and the reproducibility of experimental results. Different materials (granules, powders, fibers, liquids) require different types of feeding devices.
Selection Considerations: The main feeder should be equipped with a high-precision loss-in-weight feeder. The number and location of side feeders determine the flexibility of the process. At least one side loss-in-weight feeder for adding fillers/fibers and one liquid injection pump for liquid additives (e.g., plasticizers, coupling agents) should be configured. The modular cylinder design allows for the addition or removal of feeding ports in the future according to actual needs, making it a more ideal choice.



